

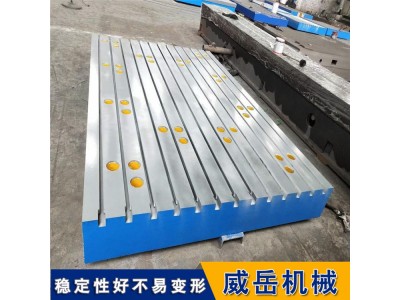


铸铁T型槽平台,顾名思义,就是在铸铁平台的工作面上加工出T型槽。这些T型槽的作用是配合螺栓和螺杆来固定工件,方便焊接和装配等工作。铸铁T型槽平台,听起来有点高大上,其实就是咱们制造业里常用的那种焊接、装配、铆焊等工作台。它的材质和普通铸铁平台一样,都是强度铸铁HT200-300,硬度在HB107-240之间。不过,因为焊接和装配这些工作对精度要求不高,所以铸铁T型槽平台的精度一般只有3级或者精刨。
铸铁T型槽平台又叫T型槽平板是一种表面带有T型槽的铸铁平板,用于装配、调试机械设备的铸铁平台量具,我公司生产的铸铁T型槽平台和划线平台一样严格执行国家相关行业标准,使用强度铸铁铸造,不仅精度稳定,而且坚固耐用。
T型槽的尺寸要根据使用的螺栓尺寸来确定,常见的尺寸在机械部标准里有详细的说明。下面介绍一下我们厂加工T型槽的方法和注意事项:
加工步骤
找正和装夹平板:首先,在铸铁平台的端面和上平面画好加工线,然后进行找正和装夹。
切出直角槽:用切槽刀刨出直角槽。如果T型槽较小(槽宽小于100mm),顶部直角槽的精度要求不高,可以在一次走刀中切出,使其宽度等于T形槽槽口的宽度。如果T形槽较小且槽口精度要求较高,或者T形槽较大时,须分两次刨出直角槽:粗刨和精刨。
刨侧面凹槽:加工前,用铸铁直角尺或铸铁方尺检查弯头切刀切削刃与铸铁平板顶面是否垂直(允许倾斜一个小度角ε,一般取ε=25'~30',以抵抗切削抗力使刨刀刀杆产生的弯曲弹性变形)。若不垂直,则应重新调整刀到保证垂直为止。然后用弯头切刀分别刨削左右侧面的凹槽。
倒角:用两个主偏角均为45°的尖头刨刀进行倒角。
注意事项
切削用量:刨铸铁平板的凹槽时,切削用量要控制好,并且要用手动走刀,以免损坏刀和工件。
刀摩擦:在刨削T型槽过程中,要注意刀的非切削部分不要与铸铁平板发生摩擦或碰撞,以免造成事故或产生废品。
抬刀空间:每次切削行程的终了、回程开始之间,要切刨刀抬出槽处。因此,前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀。
加工设备
T型槽的加工一般可以使用刨床或者铣床。对于尺寸要求不是很严格的工件,我们可以通过划线的方式使用龙门刨床进行加工,这样可以提高生产效率http://www.chinaweiyue.com/咨询13231713280。


